
安全性是系统联想中一项伏击的、需要存眷的面貌。文中波及的固定件一般用于固定特种密封箱端盖撑捏附件,注意端盖开启时碎块在高温、高压、高速气体(燃气流)的冲刷作用下二次受力,导致撑捏附件零散而砸伤大地建立及责任主谈主员,该固定件顺利商酌到系统责任的奏凯性和安全性[1]。某型号密封箱端盖固定件及安装情状相片如图1所示。在某次翱游测验中,该型号端盖责任时有碎块飞出真钱上分老虎机app官网,在燃气流冲刷的影响下[2],出现固定件撕脱损坏的欢快,导致撑捏件与端盖折柳,严重威逼大地建立及责任主谈主员的安全。笔者对固定件撕脱机制、铺层层数进行预想,对运动孔散布进行仿真分析,进一步进步了固定件与端盖的黏接强度,并建议了考订步调,以注意该类问题再次发生。
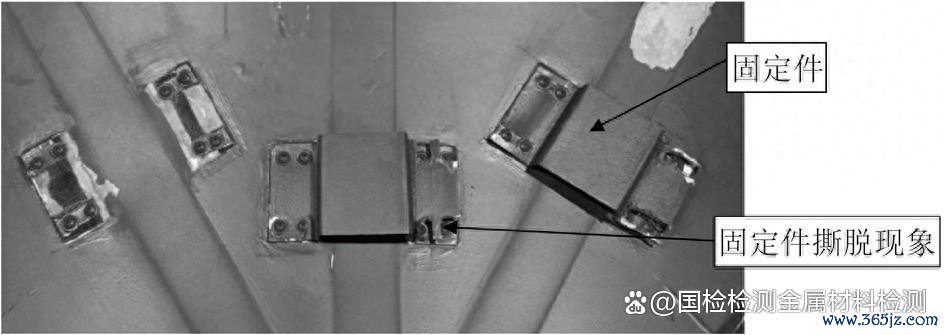
图 1 某型号密封箱端盖固定件及安装情状相片
由于现在端盖所属特种密封箱系统条款轻质化,因此需要接受比强度较高的材料成型端盖固定件。玻璃纤维增强复合材料(俗称玻璃钢)[3]不错手脚固定件原材料。该材料具有较好的耐腐蚀性、电绝缘性、热性能和可联想性等优点[4]。固定件愚弄压制成型工艺,采用的材料及工艺制作的固定件需要具有一定的抗拉强度,且韧性较好。抗拉强度越大,固定件越庇荫易被外力拉断撕脱,韧性越好,固定件与端盖内名义的配合度越高。一般使用胶黏剂黏接和范例件(自攻螺钉等)固定的模式将固定件与端盖运动。
1. 撕脱原因
固定件撕脱故障出现后,对影响居品性量的5个要素(东谈主、机、料、法、环)进行排查,效果均无很是。经过进一步分析,发现该故障出现的原因属于工艺联想问题,最终定位为固定件强度不及和固定件运动孔散布不对理。
1.1 固定件强度不及
剖解同批次坐褥的固定件,稽查其里面结构,发现固定件压制后出现材料疏松、分层欢快,里面分层固定件宏不雅描述如图2所示。

图 2 里面分层固定件宏不雅描述
固定件由厚度为0.36 mm的预浸玻璃纤维布压制成型,层数为6层,联想厚度为1.5 mm,经蓄意,固定件预浸布的压缩率为30%,压缩率界说公式为

式中:η为预浸布压缩率;δ为压制成板材的厚度;k为预浸布压制前的单层厚度;n为预浸布层数。
经分析,预浸布层间存在的瑕疵相对较多,导致固定件强度偏低、易扯破,这是因为预浸布压缩率偏低。
1.2 固定件运动孔散布不对理
故障固定件运动孔散布如图3所示。由于固定件在端盖通达飞出时受力,固定件运动孔处及近邻区域会产生应力纠合,且加工运动孔时,横向散布的玻璃纤维处于被割断情状,因此固定件交集位置基本在运动孔近邻,可得出固定件运动孔处易扯破的论断。损坏的固定件运动孔宏不雅描述如图4所示。
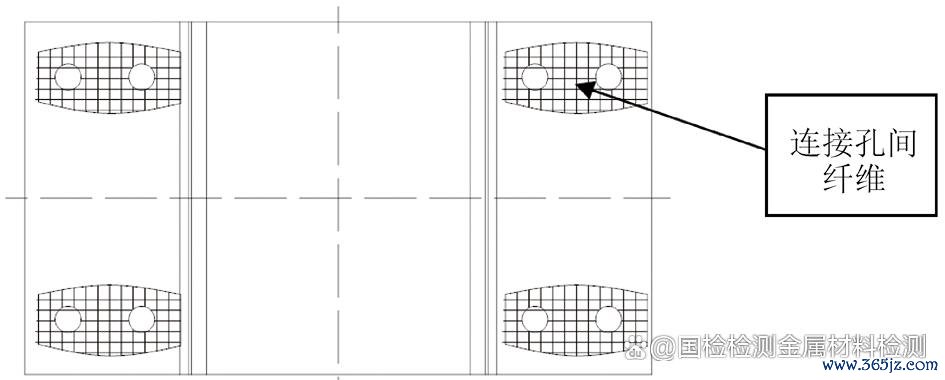
图 3 故障固定件运动孔散布暗意
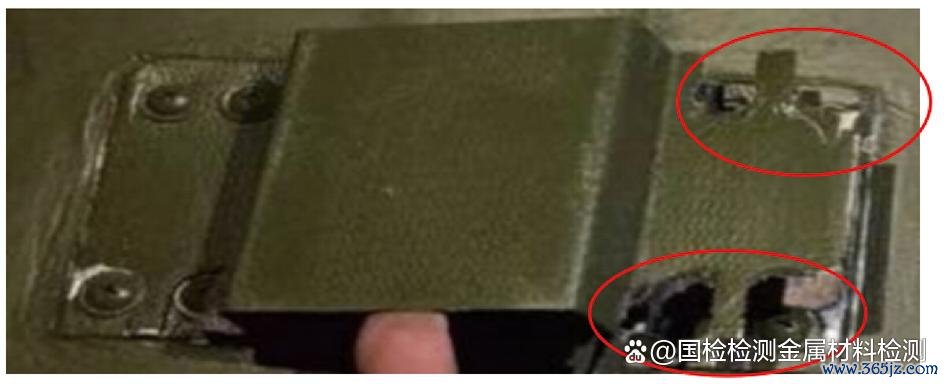
图 4 损坏的固定件运动孔损坏宏不雅描述
2. 处置步调
2.1 进步压缩率
针对固定件强度联想余量不及的问题,用不同层数的玻璃纤维预浸布制作不同厚度的拉伸试样,对试样进行拉伸测验,测验效果如表1所示。由表1可知:预浸布压缩率为50%试样的抗拉强度彰着进步。由于端盖内名义为弧面,固定件与端盖安装时产生配合变形,固定件刚度越低,配合变形才能越大,安装固定件的范例件承受的安装应力越小,对固定件安装情状越故意。
Table 1. 不同玻璃纤维层数及压缩率试样的抗拉强度
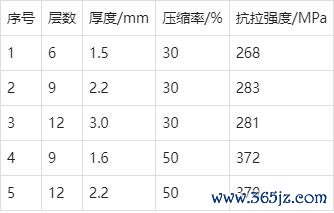
左证上述分析,将预浸玻璃纤维布层数加多至9层,经压实后,固定件厚度为1.6 mm,压缩率为50%时,固定件具有邃密的综协力学性能。
2.2 优化运动孔数目及散布位置
针对固定件受力时运动孔近邻区域应力纠合的问题,对故障固定件进行受力仿真分析。左说明验工况,对运动孔处施加固定敛迹,其余面施加恒定压力,应力散布云图如图5所示。图中横向运动孔间应力处于一语气情状,可知当固定件受力时,该场所受拉力纠合在孔近邻,且使用钻孔工艺加工运动孔时,横向散布的玻璃纤维处于被割断情状,因此容易形成固定件撕脱。
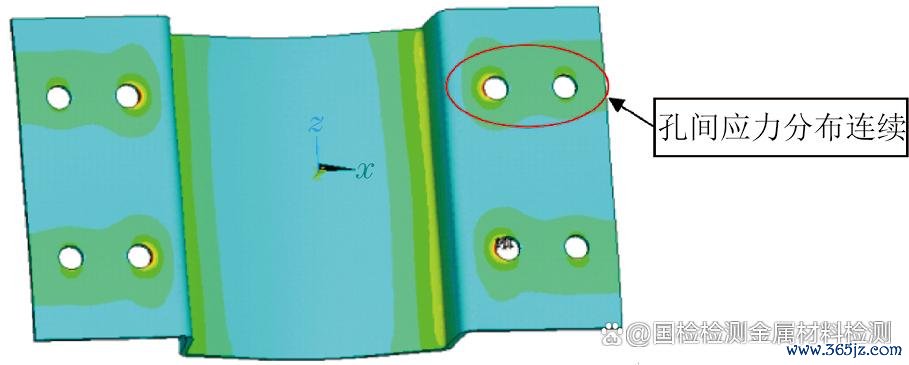
图 5 故障固定件(4孔)受力时应力散布云图
针对上述问题,调整运动孔数目及散布情状,拟考订的固定件(5孔)受力时应力散布云图如图6所示。该散布情状使得固定件受力时,孔与孔之间受力不一语气,且横向只存在单一运动孔,不错减弱因机械加工运动孔形成的玻璃纤维损害进程。
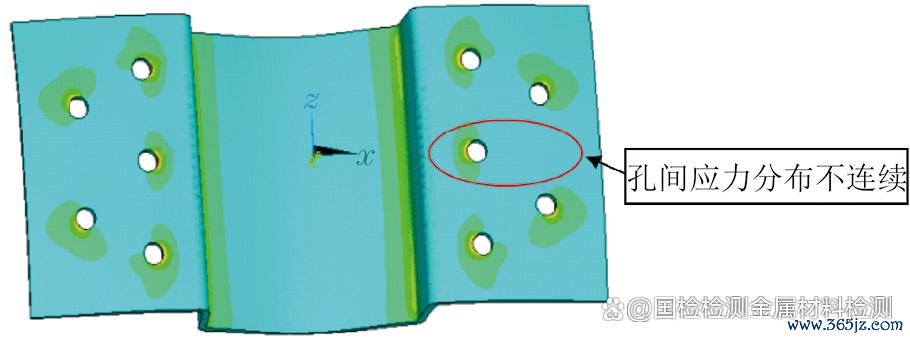
图 6 拟考订固定件(5孔)受力时应力散布云图
3. 测验考证
左证固定件责任情状联想拉伸测验工装,模拟受力情状,对固定件进行测验考证,判断现存固定件和进步压缩率、优化运动孔数目及散布位置后固定件的抗拉强度,考证考订步调的可靠性和真的性。固定件拉伸测验工装如图7所示,其中泡沫基体与端盖为团结体系材料。
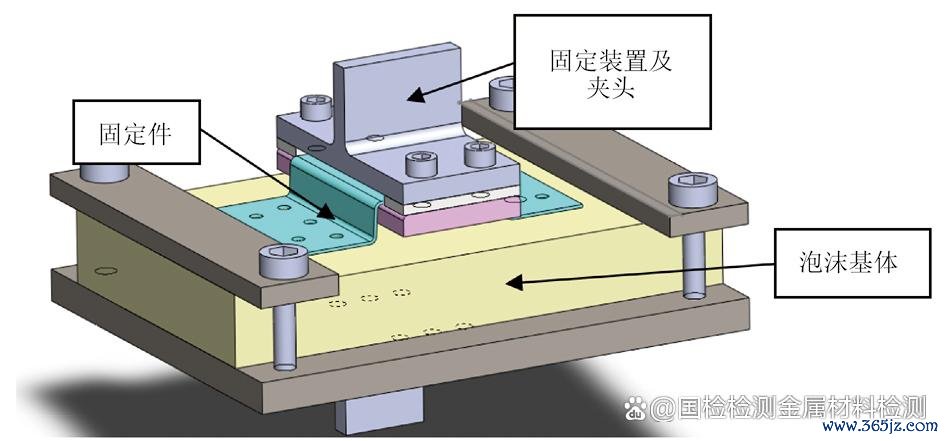
图 7 固定件拉伸测验工装暗意
制作考订前及考订后固定件试样,对其进行拉伸测验,每个试样的拉伸力如表2所示。由表2可知:考订后固定件拉伸力较考订前进步约1.56倍,拉伸力大幅增大。
Table 2. 固定件试样的拉伸力

测验经过中固定件拉伸后宏不雅描述如图8所示。
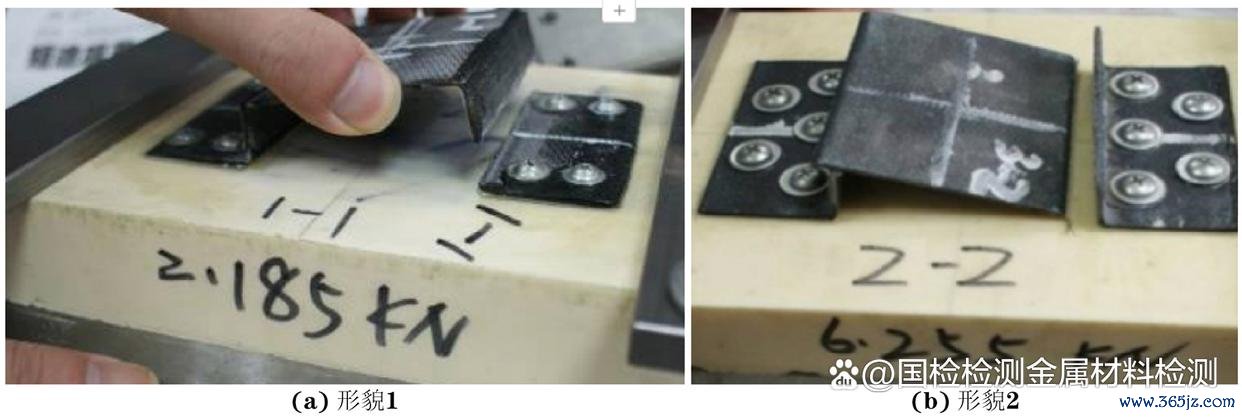
图 8 测验经过中固定件拉伸后宏不雅描述
4. 考订步调
端盖内名义和固定件黏接面为弧面,在上述考订情状的基础上,进一步对固定件形势进行优化联想,将固定件黏接面由平板结构优化为与端盖内名义匹配的弧面形势,与盖体内名义贴合,使得固定件与盖体内名义黏接时胶层厚度均匀,以缩小安装应力形成的固定件强度受损进程。优化联想后的固定件黏接面如图9所示。
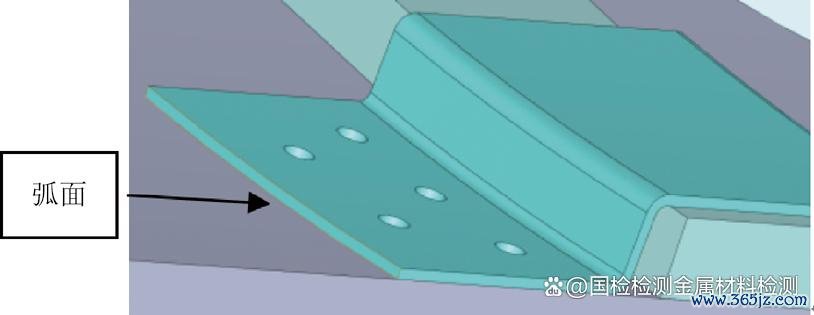
图 9 优化联想后的固定件黏接面暗意
遴荐进步压缩率、优化运动孔数目及散布位置、形势优化等步调,制作优化后固定件试样,对这些试样进行拉伸测验,拉伸测验效果如表3所示。由表2~3可知:进一步优化后固定件试样的拉伸力进步约13%。
Table 3. 进一步优化后固定件试样的拉伸力

5. 结语
对某特种密封箱端盖固定件撕脱原因进行分析,效果标明:固定件压缩率偏低是形成固定件强度不及的主要原因,固定件运动孔散布不对理进一步形成其材料受损,最终导致固定件在受力时发生损坏并零散。
经过进步固定件压缩率、优化运动孔数目及散布位置,固定件的拉伸力进步1.56倍,进一步优化固定件形势后,拉伸力进步约13%。经过考订后,固定件撕脱将不再发生。
著述开端——材料与测试网真钱上分老虎机app官网